通过认证
通过认证
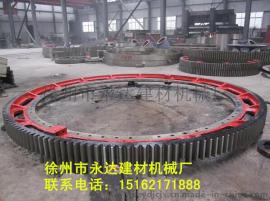
“回转窑大齿圈轮带加工技术要求”参数说明
| 材质: | 钢 | 外形: | 圆柱 |
| 工艺: | 直齿轮 | 制造方法: | 滚齿加工 |
| 齿线形状: | 直 | 适用范围: | 工业 |
| 齿面硬度: | 软齿面 | 轮齿位置: | 外齿轮 |
| 品牌: | 建奎 | 模数: | 20-40 |
| 齿数: | 不定 | 型号: | 各种型号 |
| 规格: | 规格齐全 | 商标: | JK |
| 包装: | 裸装 | 产量: | 600 |
“回转窑大齿圈轮带加工技术要求”详细介绍

回转窑大齿圈技术要求:
- 回转窑大齿圈材料应符合JB/T6402-2007的规定,并按JB/T5000.6进行检验,只能使用电炉钢或碱性平炉钢铸造,不得使用转炉钢。
- 回转窑大齿圈毛坯进行正火处理,齿面硬度不得低于HB175。
- 粗加工后回转窑大齿圈缺陷补焊允许范围:齿圈轮缘上的切凿宽度不得超过工作宽度的7%,切凿面积总和不得超过该表面总面积的2%,切凿深度不得超过壁厚的20%。
- 大齿圈补焊前应整体预热,补焊后进行热处理,补焊处硬度应低于母材硬度,其中心地带与母材硬度的差值不大于10%。
- 两个半齿圈连成整体后,才允许进行齿形和其他部分加工,且结合面应在齿谷中央。
- 回转窑大齿圈精加工后工作表面不允许补焊,但允许工作表面有直径6x5以下的分散缺陷。工作表面缺陷不得超过5处,其余表面缺陷不得超过10处。
- 加工时应在图示基础端面一侧刻出节圆线
- 加工后轮缘厚度应均匀,其偏差不得超过图纸尺寸的50-10%
- 回转窑大齿圈粗加工后进行超声波探伤,并达到JB/T500.14中的3级探伤标准。